The Practice of Purpose
Tony C.: Bank Sensei
We are building a universal approach to coach “here and now” problem solving with the same methodology for all executives in the bank. What is interesting is that they don’t see the end consumer, because their back office functions are one step removed. They would have days of in process waiting at a branch and say, “It’s ok”. But the customer is much more demanding now and those lost days are critical to competition. Unless they work with you face to face in coaching, they are going to see things the same way.
John D.: Product Development Sensei
I worked at a pattern shop to supply Ford in Windsor, Ontario. We had between eight and fifteen pattern orders dumped in at random. It often happened on Friday when the customer wanted to get them out of their shop top look more efficient. I asked, “Why are we just sitting being the victim, when we have no work on Wednesday afternoon? We’re paying overtime on weekends because of the unevenness and it’s a waste. This doesn’t make any sense. Ford doesn’t wait like this.”
I got to know the customer engineers and I ask if there was a schedule. “Yeah” they said, and it’s pretty solid”. Then I asked “Is it secret?” “No” was the answer. So I asked “Can we get it to anticipate, so we know what is coming and could get going better?” “Sure”, was the answer. So we set up a truck to go and get them to even out our flow!” We were eliminating the waste and it wasn’t even that hard. You can be the victim or you can go and make a change.
Patricia G.: Health Care Change Leader
My understanding waste was sort of natural being in healthcare for a long time where most of our practices have just evolved and have a tremendous number of work-arounds. You’d never do what we do if you were just starting new. We got a grant at one point for a one-year study of “how do you get it right for patients?” One of the last steps was hiring an industrial engineer who began mapping work areas like the nurses’ station and food service and the like. He brought these process maps to me and I’d say, “Please don’t tell me that this is not what we do!”
Mike W.: Manufacturing Change Leader
We brought in Mr. Harada from Toyota and he spent 2-3 years with us. Mr. Harada came in and turned on the light. Sometimes it was kind of boring listening to him talk about the basics – discipline and standards over and over. Now I understand that every year we have to refresh the foundation, leaders must “go and see”, explain again why we are operating in a lean way and using the Socratic method to ask lots of questions and inquire for peoples’ reflections on “how we are doing”?
Charlie C.: Health Care Sensei
In my days in a technology lab there were only 2 machine repair men in the tech center and the machines were 23 years old. So Machinists gave them crap due to lateness. So I told them “What I want you to do is to make this the easiest place to work in the entire company. Make your priority helping the machinists do all the maintenance they can on their own machine; and give them the tools to do it.
The Practice of Coaching
Gary B.: Health Care Sensei
People are tribal in nature. So you’ll never get collaboration without the people being organized together. If groups meet part time or never really get together enough in person, work process collaboration will break down.
If you’re looking to transform operational performance then get serious about your value stream focus and get serious about problem solving together. I believe that collaboration involves organization design first. It’s connections. Coming in to work people ask you “how was your weekend?” You get to know people and you appeal to them.
It’s like being on a sports team. Work groups are going through the stages of forming, norming, performing and have to do it together. By being continuously engaged and the structuring of a team ties directly to sustaining the changes towards a new operation system. You can create barriers by over-packaging the operational change tools and just delivering events and holding on to power.
Recently in Florida we had a lean event with PowerPoint slides, A3s, value streams and kaizen events but the whole project was run more informally. Most people don’t like presentations so I try to find what they are comfortable with and go to that. I used flip charts in a “war room” located in a patient area conference room the whole week. I told them that “you are representing others and I want you to collaborate with everyone on the unit. So during the week other people were brought in and shown the work in progress and the event went very well.
The Practice of Presence
James V.P.: Manufacturing and Quality Sensei
At a large industrial manufacturer, the task was to re-layout the shop floor to improve, decrease manufacturing time. All of the equipment involved was huge, weighing many tons. So the move had better be right the first time. It was unlikely the move was going to take place twice.
This factory fabricated very large machines out of thick steel plate, cut and welded mostly by hand. Various stations did the work, as the work product was hoisted from one workstation to the next, often a hundred feet away. The project manager and industrial engineers had been working on a new layout plan and wanted this workshop to validate their plan and ‘work out the bugs.”
I said, “We’re not going to do that”. We had to follow the principles of improvement. We’ll start with the requirements of the process’ internal customer (another department) then understand work, understand the muda, and how all of the 5Ms come together currently. Then we’ll look at how we can improve all of the 5Ms – layout only being one – to meet the project goals.
After the work was described, timed and visible on a big chart, the mixed operator, supervisor, engineer and management team began to discuss the workstations. A welder from second shift suggested that if the initial workstation just tack welded parts to the sheet steel base, then at second work station could be ‘heads down’ welding which is much more efficient than tacking and welding at the same time.
This idea improved a number of different processes as well. It consolidated the parts delivery to workstation one and eliminated parts delivery to workstation two entirely. It helped assign welders based on their expertise. Many junior welders were capable of welding, but were not expert at tacking parts in the correct locations. And the time required to tack only and weld only was not only shorter, but much more predictable and reliable. The fabrication department became a much more effective manufacturing center as a result of one idea from a second shift welder with 20 years experience. On the last day of the workshop, the project manager reviewed the new layout and said, “Thanks for not doing what I asked you to do.”
Mike W.: Manufacturing Change Leader
Leading change comes down to, “Do you believe in people or not?” When someone stopped the line for a problem we gave awards to him or her. Do you think the customer won’t understand this? They actually do.
Stuart L.: Education Change Leader
To lead an educational institution, you need to understand “ruthless compassion” The parent cannot give in to your children’s demands, because it’s not good for them.
Gary B.: Health Care Sensei
Leadership is like parenting in that you’ve got to be there in person in the relationship. In a recent event I told the upper management “I want you to come in anytime you wish and see what we are working on. People shared the work in progress of the week, and then brought it out onto a unit of the hospital – the new metrics, new standard work, indicators of trials of changes, in order to get conversations and be accessible. I don’t think doing boardroom presentations makes much sense. But I do tell the executives “there will be standard work and you need to get enough understanding to coach people in this system. Part of the deal, I tell them is to take on lean leadership and your job is to make sure you reinforce the direction to sustain this new way. You have to ask questions and make time to coach. Do you know how to do standard problem solving and standard work and help managers and lead nurses in performing these roles?
Russ H.: Product Development Change Leader
We began lean product development with a trip for Benchmarking. That got us started. We have pockets of success. The old design engineering manager job was to see across machine stages making different machines.
Now we want to do as much up front as possible to eliminate the “bow wave” of work in new product development later on. At the same time some reject what we call “moving the mountain” of work earlier. That’s just our culture. The old successful products are the family jewels, and it’s a very proud culture. There is a NIH attitude of resistance to change. In Lean Product Development, leaders have to just keep at it, to build local spots of success and then move forward. We are doing it inside. We are overwhelmed sometimes but we want Lean Product Development. We want to change the ole management model from independent wrestlers to a baseball team with different positions who play together.
Frank G.: Change Leader and Sensei
One of my biggest clients ever was a chemical company. We began the journey to lean operations with a successful Kaizen Event. Their company was a scientist culture, so they were very interested in hardware and their plant’s chemical reactions. In the kaizen event with their lean facilitator and numerous operations people, we discovered a big lean change over breakthrough. In the chemical process there was s spray drier and that operated at 1800 degrees. When a product change over was scheduled, it had to cool down and be thoroughly cleaned prior to the new chemicals being introduced, then reheated again. The normal unaided cool down would take up to12 hours. It was the longest lead-time in the whole process and resulted in lost production.
In the kaizen event we found a way to pull the drier out of its cylinder or sleeve, then it could cool much faster directly in the ambient air. Out of the sleeve, it would take only 5 hours to cool, freeing-up lots of production capacity. At the end of the kaizen event, the company’s management seemed interested. The change over would require the purchase of a crane to do extract the drier from the sleeve on a regular basis but the ROI was high.
Upon my visit the following month, everything had changed. Management had lost commitment to purchase the crane in order to improve the change over. Their excellent lean facilitator had been transferred to another job. The new facilitator was a well-meaning process engineer with no experience in lean operations. The Monday I arrived, he was the only person who showed up for the second kaizen event. They were willing to just pay me to walk around all week rather than sponsor another improvement event. One top manager was in Europe and everyone else said they had other things to do. I chalk the failure up to the culture of science-oriented managers, who cared little for operations or lean production.
Gary C.: Toyota Leader and Book Author
Ask any Toyota leader how they managed to achieve seemingly unreachable goals, for example, implementing a new technology while running at full volume, and they will give the same answer. They will say: “I needed to be on the shop floor every day, coaching and supporting. There is no substitute for being there, in body and mind. Once there the Toyota leader must understand the daily problems and add value by suggesting ideas to help. This puts a high premium on in-depth technical understanding, combined with empathetic listening.
The Fourth Realization: The Power of Now
Mike W.: Manufacturing Change Leader
How do you teach leaders not to be afraid of the unknowns in change? The thing is you’re either born with “it” or your not. It’s in my DNA. I personally have a wish to see “over the mountain”. I get nervous when I don’t see change. There are people who love that. In going from the first stage of lean to the second there has to be risk. There are many things you just don’t know. The process of coaching people is that you are teaching them how to win! If you can engage more people on a problem you’ll knock it out of the park.
Ron O.: Banking Sensei
I coach everyone on “moment of value”. We need to give all management common reference points about value, waste and leadership.
When fast growth happens “professional managers” come in and the silos begin optimizing for each individual department. They think in terms of cost management and loose sight of delivery of value for customers. I learned this first when was doing air conditioning for boats and the engineers presented a new compressor that is lower cost and purchasing wants the savings. But the alternate compressor had better performance but less warranty. It had a screw drive. So I asked, “What is the moment of delivery of value in a 5 million dollar boat with air conditioning that is broken down?” When the choice is clear the vast majority of top managers will pick the customer over saving cost. Mid-level managers are trying to look good and get rewarded. Top managers are often too far removed from most of these types of choices. They are not holistic in the organization to think in terms of the moments of value for the customer.
We as a team will not create our own goals; we will interpret customer goals in terms of value. Leaders must be able to explain value to their direct reports. People need to see how their job connects to moments that matter or he shouldn’t be a leader. The main focus is on the next project. We force leaders to do their own value stream maps. They learn to go the gemba with subordinate leaders.
Tony C.: Toyota Manufacturing Sensei
I teach 8-step problem solving in executive coaching but it is not as easy as I thought.
When there is management turnover people ask, “What does the new boss want?” I teach them to go to gemba; use 5 why to root causes and PDCA thinking. I’m teaching a causal chain of problem solving. Just this morning I asked the executive “Is ‘X’ really the problem?” How does it affect your targets and goals? Use the value stream to identify where your pain is.”
We are building a universal approach to coach “here and now” problem solving with the same methodology for all executives in the bank. What is interesting is that they don’t see the end consumer, because their back office functions are one step removed. They would have days of in process waiting at a branch and say, “It’s ok”. But the customer is much more demanding now and those lost days are critical to competition. Unless they work with you face to face in coaching, they aren’t going to realize a new way.
Mike F.: Manufacturing Sensei
I was 25 years old and a materials manager in a small company that hired Japanese Kaizen consultants. I planned my Kaizen events in detail and preset up the plans and even solved some of the small problems ahead of time. Yet when the Sensei arrived nothing was good enough he would kick my ass. When I made claims on where the problems were at, he would ask me “how do you know?” Even if I had some answers, he would proceed to ask, “why haven’t you tried an experiment yet?” After a while I began to see that what he was teaching was to go and see the problem in the gemba, get some ideas of what the cause was and to do experiments to improve it.
I quickly learned to keep my mouth shut and learn to Plan-Do-Check-Act by doing live experiments. I never had any classroom training on 5S or Waste or Kaizen or anything; all my learning was hands-on. Because the Sensei was so hard on me I was used to a certain level of chaos in my Kaizen events, it was just normal. You learn to have faith in PDCA and work your ass off. With this kind of experience you can run circles around everyone.
Cases
Case #1: Toyota Way Guides Lean Redesign for a Web IT Company
The Web Advertising Company was a start-up about the year 2000. Begun at just the right time, it garnered lots of new work in a growing cyberspace ad market with Yahoo and Google.
Early Years – Small Start-up Shop & Functional Work Organization
The company was formed in a typical functional organization with managers at the head of each “silo” of marketing, engineering, QA. As the web advertising market grew from 2000-2006, the operation delivered ads, yet with increasing variation and poor quality – with customer complaints requiring rework. The functional organization indeed created high error rates, missed campaign deadlines and had poor communication with marketing. Operating this way led to wastes including:
- Duplication of tasks
- Multiple hand offs
- Wait/queue time
- Duplication of inspections & too much rework
- Lack of customer focus & knowledge
- Lack of ownership & accountability
- Dependence on “heroic” efforts vs. process effectiveness & efficiency
This quickly led to business pain in the form of:
- Strained client relations
- Lost revenue & market share
- Missed future opportunities
Middle Years – Small Cross-Functional Pods or Teams
So in early 2007 three “pods” or teams of web development resources were formed together to serve advertisers and agencies with a geographic focus. These very small web-development pods included an Account Manager and a high level Project Manager who was to coordinate the work of all IT functions necessary for a complete ad and tag it for the web. The small team concept was intended to produce better quality through a cross-functional micro-focus.
The East Coast location served different sets of clients. However, the small size of the pods inhibited sharing of resources and a lack of dedicated team leaders meant lots of effort by project managers to coordinate talent between pods and communicate over and over with marketing. Toyota recommends focused work cells and full time team leaders, and this is what we moved to in the redesign.
Stage Three – LEAN The Toyota Way
The company hired Dr. Dan Prock to redesign the pods for lean production, applying the Toyota Way by Dr. Jeffrey Liker. It began with all department managers completing a value stream map and a list of waste and Kaizen ‘Burst’ opportunities.
The nature of the work is designing, engineering and posting custom web ads for both advertising agencies and end customers.
Goals for Toyota Way Web Development Redesign
Planning for implementation of lean Toyota Way product development:
- Understand customer-defined value early in the process
- Reduce late changes in ads through better up-front campaign communication
- Identify families of ads for systemization and isolating “high variability” ads
- Manage front line performance of SMEs
- Simplify and standardize forms and increase discipline to fill them out early
- Reduce batch size, or create “one piece flow”
- Level the work flow demand, optimize staffing
- Reduce total turn-around lead time
- Build in quality “at the source”
- Co-locate in a new layout
- Define process metrics and begin to collect baseline data
- Utilize standardization to stabilize cycle times and eliminate waste
- Real-time management of risk and pace through visual management
- Increase worker skill sets and flexibility through “hybrid” roles and x-training
- Continue to involve employees thru Kaizen and Visual Management

The Value Stream Map (VSM)
A current state map was constructed with some detail and wastes identified. Below is page one, showing the “kaizen bursts” which became lean projects.
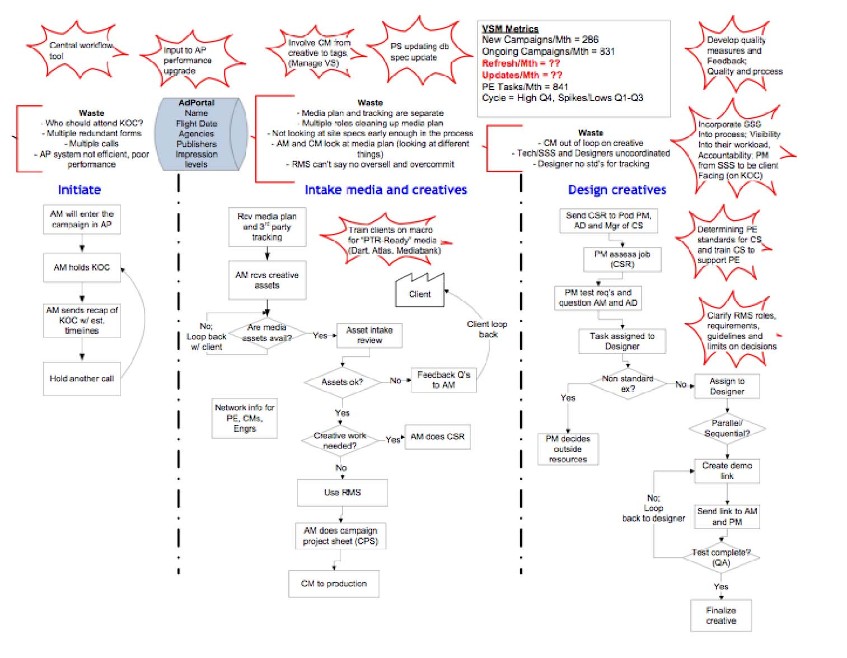
Sample Waste and Variability Identified by the VSM team:
- Initiating the project is loose and late
- Variable attendance of staff on the “Kick off” call
- Multiple redundant forms
- Multiple calls required
- AP system poor performance
During
the pre-Christmas season, a busy time for ad revenue, the management
team completed a number of incremental kaizen “burst” improvements.
These included:
- Reconfigure SMEs into region and co-locate
- Restructure Account, Project, and Campaign Manager roles
- Prioritize and establish a “pace” for new work cells
- Checklists
The make-to-order work teams were redesigned in the Toyota Way, this time with a bigger scope and with a solid connection to marketing through full-time team leads. The “connected flow” design produced bigger teams and balanced the work of engineering of computer code, QA and “flash” graphics design.
A high-level schematic of the Future State design is shown below.
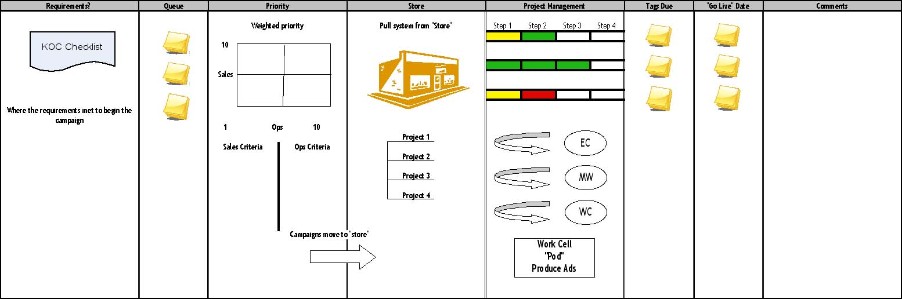
Lean projects “bursts” to improve toward a future state vision included:
- Upgrading documentation for Kick-Off call initiation
- Sales and Operations joint priority matrix of campaign
- Test the new Priority System
- Identify “families” of ads to be created or engineered and QA’d
- Identify Capacity to do a mixed schedule of ads
- Test capacity estimates and adjust for 3 months
- Design a Visual Management system on laptop
The long-term plan for extending Toyota Way was:
- Extend regional hybrid “cell” model to other regions
- Fully roll out standard work & training on key tasks
- Focus on quality at the source
- Leverage visual management systems
- Improve ongoing measurement & analysis
- Pace Operations with takt time & capacity planning
- Error-proof and automate wherever possible
- More deeply integrate with customers’ processes
- Scale operations through LEAN efficiencies vs. hiring
Lessons learned by the CEO were stated as:
- Small is not necessarily beautiful - dedicated “pods” can be too small and thus overextend resources and supervision
- Without the right supervision or the “pacing of takt time” & visual management, pods can be unaccountable teams
- Growth can hit several “ceilings” - must continually evolve to break through barriers & stay ahead of the competition
- You can leverage only the LSS tools you need, but remember the devil is in the details
- Remember to focus on the customer and integrate as deeply as possible with their processes
- Redesign & Toyota style “connected flow” can be adapted to a “make to order”, high customization industry
- With management commitment a high-growth, high-tech, service business can evolve and grow, with quality

Case #2: Automotive Supplier
The Automotive supplier plant had been traditionally managed with supervisors running the floor and workers doing what they were told. Ford mandated that they improve their product flow and teamwork for quality in the high selling Taurus vehicle.
Late in the year there was a team empowerment project. This effort formed a design team of employees, engineers and managers. They spent about a month defining new roles, job rotation and quality responsibilities for the employees in the Ford line. Because of the teamwork and empowerment granted to the operators, employees were more receptive to lean production that would reengineer the work flow, jobs and cycle times – in fact they enthusiastically helped make it happen.
Early in the year, the company sponsored kaizen blitz resourced by the Kaizen Institute of America. It trained all managers in the North Carolina plant in kaizen. The first the kaizen blitz was on the same Ford line where the empowerment initiative was done. Managers, industrial engineers and employees in the Ford area were given a quick course on Kaizen by the consultants and then eliminated waste and redesigned the flow through the area.
They first collected data on the times for each job and the requirements of the Ford customer they served. The sensei suggested job changes and the workers tried them, then built on them with additional ideas. In two days an entirely new plan emerged for the area. The kaizen team then worked much of the night to move machines and inventory into a new configuration for testing the next morning. When the uninvolved production associates showed up at 7 AM they were shocked and a little afraid of the change. The whole first day was dedicated to training and gathering inputs from the whole team in order to gain their support.
The production line had been there for over a decade with numerous minor engineering improvements. Managers considered it “done”, that is, believed it was not possible to improve it significantly. By combining the newly formed teamwork culture with a lean work cell method significant improvements were realized.
Results
The cell was redesigned to fit into a new U-shaped configuration. The changes included a synchronized flow, reduced work station cycle times, low inventory and operator accountability for quality - that is ‘built in” by the worker. And the new cell produced 18% more good parts per day, with exactly 18.2 % less manning required. There were also unmeasured savings in other areas like inventory.
The participants quotes at the end of the event included:
- “I learned there is room for improvement everywhere.”
- “This is a different perspective. This may be contagious.”
- “If we had done this 10 years ago, we would be way ahead.”
- “I learned my department has something to do with how successful other departments are. We all have to work together to make it go smoothly.”
- “We can actually do this. Look what we have achieved already.”
- “If we go to standard work expectations, people will be empowered.”
- “It’s not just about your own little world but also about the team. We can get a lot done when we are organized.”
- “We are eager to see how this works.”
None of the engineers or managers involved foresaw that such a radical change would be so readily accepted, even aided by the employees themselves. After three months of cell operations, the team was continuing to operate smoothly. Employees were sustaining the gains and very little supervision was required.
The Department Manager wrote these comments in the final report:
- Incorporating lean work cell concepts to work teams with ownership of the process, is an absolute must.
- Use the simple, easy-to-understand concepts presented about eliminating process waste
- Be patient but persistent, work with the team not against it.
- Keep the team involved, set goals and adjust the design as you go.
- Follow-up on all changes, completing Plan, Do, Check, Act on each.
- Support groups are experts in their field; operators are experts at their job. Success results when the two are joined in cooperation and understanding.
- This participative approach is challenging for all involved but one that is rewarding and one that will keep companies sharp, competitive and successful.”

|
medical kaizen blitz.ppt Size : 1.202 Kb Type : ppt |